径锻钛棒
概 述
加工原理
奥地利GFM径锻技术说明
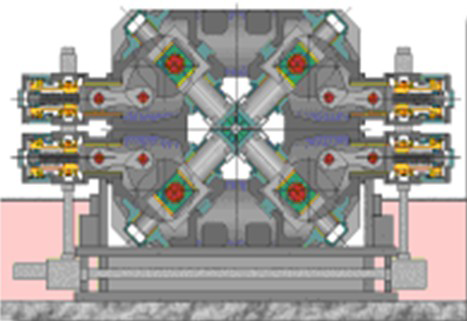
GFM - 热锻机
驱动系统:
安置在一个平面内的四个机械驱动工具,进行工件的径向锻造。偏心轴导引锤程,告诉旋转。安置在偏心轴与锻造工具之间的调节元件,控制着恰当的直径,这样就可以同时制造梯级的和锥形的工件构型。通过一个电动机,传动箱,数个偏心轴和冲压元件进行电源切换。
特别关注的是径向调节系统。它是一个高级的,申请了专利的工具调节设计,确保了最大限度的精确性,同时还包括了较广的尺寸范围。
设计特点:
势能在面上分布,而不是线性接触。内含润滑油的封闭系统,保证了锻造箱温度恒定,因此确保了最大程度的,部分到部分的重复能力。这就是工件之所以能够被冷锻,温锻与热锻的原因。无须在油里或者乳状液体中锻造部件,也无须对其分别镀膜或者磷化处理。所以我们提供了一套清洁生产的工艺,它可以保护我们的环境。这一设计使得锻锤可以高频率锤锻,而锤锻质量又值得信赖。
在操作过程中,工件被传送装置, 锻造工具沿直线将工件送进中心轴。

驱动机构是由一个电动马达和同步变速箱。
工件可冷锻,也可热锻,此设备主要用于热锻。冷锻是指产品如有特殊的质量要求。
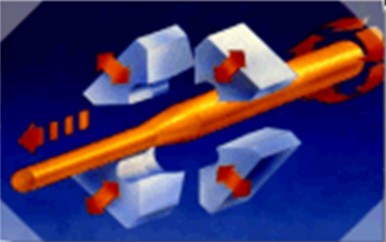
GFM - 径向锻造原理
GFM锻机是基于径向锻造的。
四个锻锤通过同步变速箱运转。
主轴将工件旋转运动,同时四个锻锤同步锤击,机械手将工件同步旋转拉出。
确切的转变取决于机器的类型。

技术参数
精锻棒材是经过2-3火次多道次锻造完成,如例1所示。单火次变形量为50-70%,当产品规格在Φ120mm以下时,锻透性良好。精锻累计变形量可达80%以上,总锻比达到6以上。棒材长度可达6米,平直度<3mm/m。径向锻造是三向压应力的受力方式比挤压或拉拔加工工艺的两压一拉受力方式更易改善棒材的综合性能和显微组织。
例1:
1、Φ200→Φ175→Φ150→Φ130
2、Φ130→Φ110→Φ90→Φ80
材质 :TA0,TA1,TA2,TA3,TA9,TC4,GR1,GR2,GR3,GR4,GR5,GR7,GR9,GR23
规格 :φ2mm---φ300mm×L
执行标准:GB/T 2965-2007,GB/T 13810-2007,ASTM B348,ASTM F67,ASTM F136,
AMS4928,MIL4911
种类:磨光、车光、黑皮表面
特点:1、密度小
2、比强度高
3、表面光亮
4、损耗小
5、直径公差控制精准±1mm
6、耐酸、碱、盐、海水腐蚀
7、机械性能优越