
Diameter forged titanium rod
Intro
Processing principle
Austria GFM diameter forging technical description
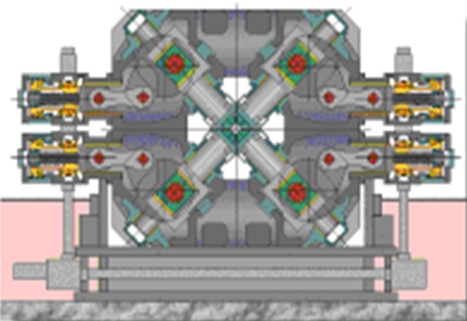
GFM - hot forging machine
Drive System:
Four mechanical drive tools placed in a plane for radial forging of the workpiece. The eccentric shaft guides the hammer and tells the rotation. The adjustment element placed between the eccentric shaft and the forging tool controls the appropriate diameter so that both stepped and tapered workpiece configurations can be produced simultaneously. Power switching is achieved by an electric motor, gearbox, several eccentric shafts and stamping elements.
Of particular interest is the radial adjustment system. It is an advanced, patented tool adjustment design that ensures maximum accuracy while also including a wide range of sizes.
Design Features:
Potential energy is distributed on the surface rather than linear contact. The closed system with lubricating oil ensures a constant temperature in the forging box, thus ensuring maximum, partial to partial repeatability. This is why the workpiece can be cold forged, warm forged and hot forged. It is not necessary to forge parts in oil or emulsion liquid, and it is not necessary to separately coat or phosphatize them. So we offer a clean production process that protects our environment. This design allows the forging hammer to be hammered at a high frequency, and the hammer forging quality is trustworthy.
During operation, the workpiece is transported by a forging tool that feeds the workpiece into the central axis in a straight line.
The drive mechanism consists of an electric motor and a synchronous gearbox.
The workpiece can be cold forged or hot forged. This equipment is mainly used for hot forging. Cold forging means that the product has special quality requirements.
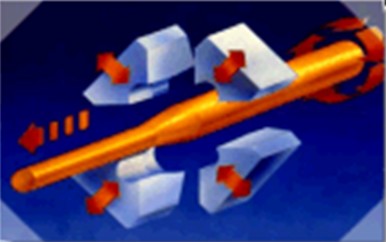
GFM - Radial forging principle
The GFM forging machine is based on radial forging.
The four forging hammers are operated by a synchronous gearbox.
The main shaft rotates the workpiece, and the four forging hammers are simultaneously hammered, and the robot rotates the workpiece synchronously.
The exact transition depends on the type of machine.

Technical Parameters
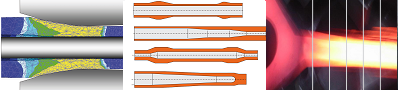
The precision forged bar is completed by multi-pass forging after 2-3 times of fire, as shown in Example 1. The single-fire deformation amount is 50-70%, and when the product specification is below Φ120mm, the forgeability is good. The cumulative forging of the precision forging can reach more than 80%, and the total forging ratio can reach more than 6. The bar can be up to 6 meters in length and flatness <3mm/m. Radial forging is a three-way compressive stress that is easier to improve the overall performance and microstructure of the bar than the two-press-pull method of the extrusion or drawing process.
example 1:
1, Φ200 → Φ175 → Φ150 → Φ130
2, Φ130 → Φ110 → Φ90 → Φ80
Material: TA0, TA1, TA2, TA3, TA9, TC4, GR1, GR2, GR3, GR4, GR5, GR7, GR9, GR23
Specifications: φ2mm---φ300mm×L
Executive standard: GB/T 2965-2007, GB/T 13810-2007, ASTM B348, ASTM F67, ASTM F136,
AMS4928, MIL4911
Type: polished, car light, black leather surface
Features: 1, low density
2, the specific strength is high
3, the surface is bright
4, low loss
5, diameter tolerance control accuracy ± 1mm
6, acid, alkali, salt, seawater corrosion
7, superior mechanical performance